

Sommario
Flessibilità e sicurezza: i vantaggi KEB per magazzini automatici verticali all’avanguardia
Soluzioni KEB per l'architettura del magazzino automatico
Controllo e monitoraggio avanzato per la tua intralogistica
Manutenzione predittiva e analisi dati: l’importanza nei magazzini automatici
Il ruolo dell'analisi dati nella manutenzione predittiva
Fasi del processo di analisi dati
Benefici dell'analisi dati nella manutenzione predittiva
Criticità e sfide dell'analisi dati nella manutenzione predittiva
Esempio applicativo: i magazzini automatici
Come scegliere il giusto sistema di magazzino automatico per le tue necessità
Magazzini automatici: esempi per ogni settore industriale
Magazzini automatici per barre
Magazzini automatici per farmacie
Magazzini automatici per lamiere
Magazzini automatici per minuterie
Per chi parte dalle basi: cosa sono i magazzini automatici e come funzionano?
Come fare un magazzino automatico?
Come rendere un magazzino merci automatico?
Come raffreddare il magazzino automatico?
Investire nei magazzini automatici 4.0 è la chiave del successo futura della tua azienda!
Con oltre 50 anni di esperienza, competenze consolidate e numerosi casi applicativi nel settore dell’intralogistica, KEB rappresenta un partner di valore per costruttori ed End User impegnati nella realizzazione di sistemi e soluzioni per la movimentazione e la logistica del magazzino automatico.
La possibilità di realizzare motori con specifiche meccaniche personalizzate consente di offrire soluzioni su misura sia per i clienti che progettano nuovi magazzini automatici, sia per quelli che necessitano di adattarsi a meccaniche esistenti nell’ambito di interventi di revamping di magazzini automatici verticali o magazzini automatici con trasloelevatore.
Flessibilità e sicurezza: i vantaggi KEB per magazzini automatici verticali all’avanguardia
La prima caratteristica delle soluzioni KEB per i magazzini automatici è la sicurezza. Infatti la gestione delle funzionalità di safety macchina attraverso gli azionamenti consente di soddisfare pienamente i requisiti di controllo sicuro di velocità e posizione richiesti dagli impianti.
Questa gestione può avvenire sia in anello chiuso, equipaggiando i nostri motori con encoder di sicurezza, sia in anello aperto, grazie all'algoritmo KEB safety encoderless integrato negli azionamenti, che non richiede l’uso di un encoder sicuro sul motore.
La flessibilità, il secondo principale punto di forza delle soluzioni KEB, consente di interfacciarsi con qualsiasi PLC macchina a monte del sistema di motion control, grazie al supporto di tutti i principali protocolli di comunicazione Ethernet-based. Questo è reso possibile dal dispositivo Multi-Fieldbus Interface. La gestione del moto è invece affidata a librerie di motion control sviluppate su misura per il controllo interpolato degli assi, garantendo le massime performance nelle operazioni di picking tipiche di un magazzino automatico con miniload.
Il sistema consente inoltre una modulazione intelligente dell’energia, ottimizzando i consumi e riducendo al minimo l’impatto energetico della macchina, un aspetto cruciale per l'efficienza di ogni magazzino automatico.
Soluzioni KEB per l'architettura del magazzino automatico
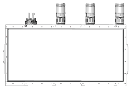
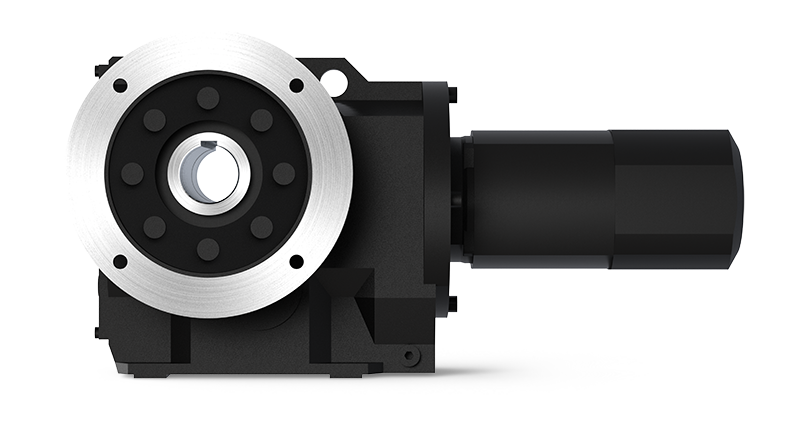
Per l'architettura macchina di un magazzino automatico, KEB fornisce motori brushless Brusatori retroazionati con encoder safety, servoazionamenti F6/S6 per il controllo dei drive e un IPC C6 E22 che comanda in EtherCAT i vari drive. L'E22 è connesso con il PC master della macchina (Siemens in questo caso) attraverso il MultiFieldbusInterface, che permette di fare da gateway tra Profinet e EtherCAT. Completa l’architettura il gateway per la raccolta dati (più relativi sensori montati sui motori).
I motori e i drive KEB permettono di avere alta dinamica e alta efficienza, caratteristiche fondamentali per ottimizzare i cicli di lavoro di un magazzino automatico con trasloelevatore o un magazzino automatico verticale.
Vuoi vedere come è costruita la nostra architettura per magazzini automatici?
Controllo e monitoraggio avanzato per la tua intralogistica
Il C6 E22 permette di gestire gli assi attraverso librerie KEB e di sviluppare soluzioni custom per ogni tipologia di magazzino automatico. Il MFI apre invece la possibilità di comunicare con altri protocolli di comunicazione, come Profinet, garantendo l'integrazione con sistemi esistenti.
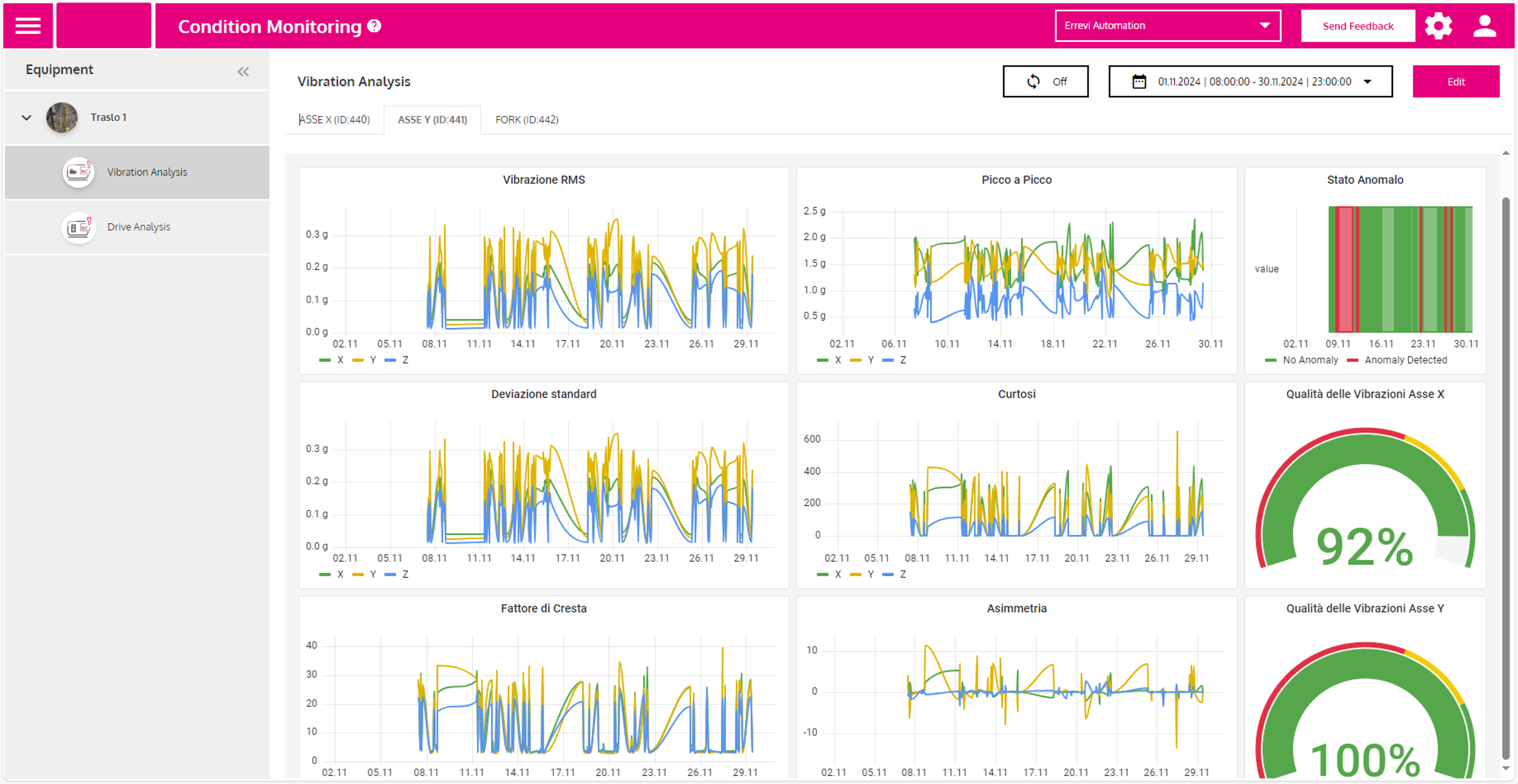
Tutti i drive hanno funzioni safety on board e, grazie agli encoder safety sui motori, si riesce a mantenere il livello di sicurezza richiesto in un magazzino automatico. KEB offre anche NOA, una soluzione che raccoglie i dati della macchina e li pubblica in dashboard sul cloud. In questo modo, il cliente può visualizzare consumi, stato macchina ed effettiva operatività del proprio magazzino automatico, per un controllo completo e ottimizzato.
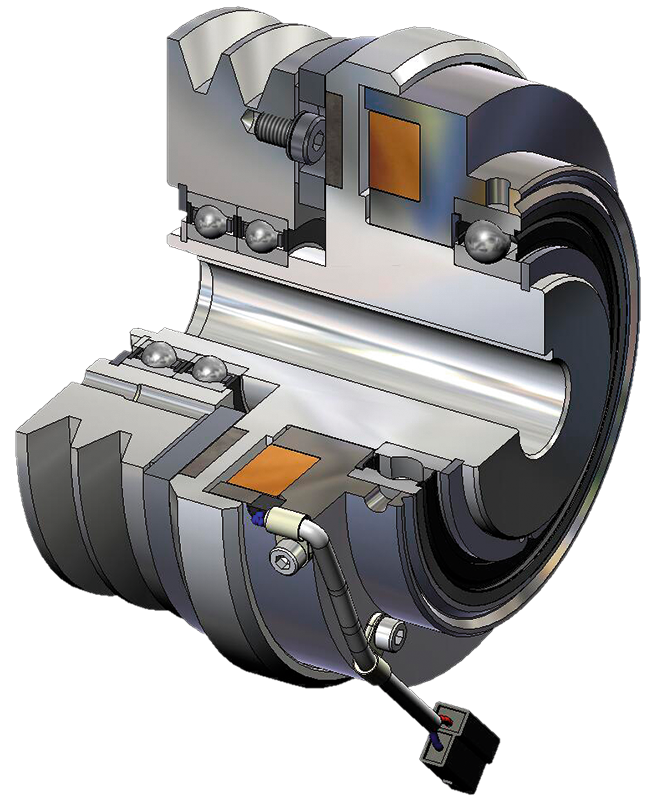
Infine i sensori di vibrazione e il gateway analizzano lo stato del motore, rilevano eventuali anomalie e stimano la vita utile residua, contribuendo alla manutenzione predittiva, che combinata all’analisi dei dati permette di aumentare l’efficienza complessiva dell’impianto e ridurre drasticamente i costi di gestione.
Manutenzione predittiva e analisi dati: l’importanza nei magazzini automatici
Concentriamoci ora proprio sull’importanza dell’analisi dei dati per la manutenzione predittiva. Infatti, se da un lato l'intelligenza artificiale (IA) ha trasformato il settore ottimizzando la gestione delle risorse, e l'analisi delle vibrazioni consente di rilevare anomalie nei motori elettrici, l'analisi dati rappresenta un altro elemento cruciale per la MP. Questa tecnica infatti permette di estrarre valore strategico dai dati operativi, prevedendo guasti e migliorando la gestione aziendale in ottica data-driven.
Il ruolo dell'analisi dati nella manutenzione predittiva
L'analisi dati applicata alla manutenzione predittiva consente di raccogliere, elaborare e interpretare informazioni provenienti da sensori IoT e altri sistemi di monitoraggio. Attraverso algoritmi di machine learning, questi dati vengono analizzati per identificare schemi di comportamento anomali che potrebbero indicare malfunzionamenti imminenti.
Fasi del processo di analisi dati
- Raccolta dei dati: i sensori installati sulle macchine raccolgono dati in tempo reale su parametri come temperatura, pressione, consumo energetico e vibrazioni.
- Elaborazione e pulizia: i dati grezzi vengono filtrati e standardizzati per eliminare rumore e incongruenze.
- Analisi predittiva: attraverso modelli di machine learning, i dati vengono elaborati per identificare anomalie e prevedere possibili guasti.
- Visualizzazione e decision making: le informazioni estrapolate vengono rese disponibili tramite dashboard interattive, consentendo ai team di manutenzione di prendere decisioni informate.
Benefici dell'analisi dati nella manutenzione predittiva
- Riduzione dei costi di manutenzione: intervenire solo quando necessario evita sprechi di tempo e denaro.
- Aumento della produttività: riducendo i fermi macchina, le aziende migliorano l'efficienza operativa.
- Migliore pianificazione della manutenzione: le aziende possono programmare interventi sulla base di dati concreti, evitando guasti improvvisi.
- Integrazione con altri sistemi aziendali: i dati analizzati possono essere utilizzati per migliorare processi produttivi e ottimizzare l'uso delle risorse.
Vuoi sapere quali sono state le sfide affrontate e i vantaggi ottenuti da un nostro cliente con la Manutenzione Predittiva?
Criticità e sfide dell'analisi dati nella manutenzione predittiva
L’analisi dei dati rappresenta uno step indispensabile della manutenzione predittiva, comportando però al tempo stesso criticità e sfide di non semplice risoluzione, tra cui:
- Qualità dei dati: dati non accurati o incompleti possono compromettere l'affidabilità delle previsioni.
- Integrazione con sistemi esistenti: connettere diversi sistemi di monitoraggio può richiedere investimenti tecnologici.
- Sicurezza e privacy: la gestione di grandi volumi di dati sensibili richiede misure avanzate di cybersecurity.
L'analisi dati rappresenta un pilastro fondamentale della manutenzione predittiva, permettendo alle aziende di prendere decisioni basate su informazioni concrete e migliorare la gestione operativa. L'integrazione con IA e machine learning consente di anticipare i guasti e ridurre i costi di manutenzione, garantendo un vantaggio competitivo nel lungo termine.
Esempio applicativo: i magazzini automatici
Un caso pratico di applicazione dell'analisi dati nella manutenzione predittiva riguarda un sistema di magazzini automatici. In questo scenario, i sensori e la raccolta dei dati dai drive forniscono informazioni preziose sulle prestazioni, sul consumo energetico e sull'usura dei componenti.
Queste informazioni vengono elaborate da un software basato su IA, che fornisce previsioni sui guasti e suggerimenti per ottimizzare la manutenzione. Il tutto permette alle aziende di migliorare notevolmente l’efficienza dei processi e ridurre al tempo stesso i costi di gestione.
Inoltre per ottimizzare ulteriormente i flussi, forniamo i risultati attraverso dashboard grafiche semplici e intuitive, personalizzabili in base alle specifiche esigenze del cliente. Queste interfacce permettono la visualizzazione efficace dei dati e degli indicatori relativi al condition monitoring e alla manutenzione predittiva.

Come scegliere il giusto sistema di magazzino automatico per le tue necessità
La scelta del sistema di magazzino automatico più adatto alle proprie esigenze richiede un'attenta analisi delle esigenze aziendali. Non esiste una soluzione universale, ma è fondamentale considerare diversi fattori:
Tipologia e dimensione delle merci: determinano il tipo di sistema di stoccaggio e movimentazione più idoneo.
Volumi di stoccaggio e flussi di prelievo: influenzano la capacità e la velocità richieste al sistema.
Spazio disponibile: impatta sulla configurazione verticale o orizzontale e sull'altezza del sistema.
Obiettivi di automazione: definiscono il livello di integrazione e le funzionalità del software WMS necessarie.
Budget: un fattore chiave che guida le scelte tecnologiche e progettuali.
È consigliabile effettuare un confronto dei sistemi automatici disponibili sul mercato e, se necessario, richiedere una personalizzazione delle soluzioni di stoccaggio per adattarle perfettamente alle specificità della propria attività.
Magazzini automatici: esempi per ogni settore industriale
I case study di magazzini automatici dimostrano come l'innovazione logistica stia rivoluzionando diversi settori. L'implementazione di tecnologie avanzate nei magazzini ha permesso a numerose aziende di raggiungere livelli di efficienza e competitività impensabili fino a pochi anni fa.
Magazzini automatici per barre
Ideali per lo stoccaggio di materiali lunghi e pesanti, come profili metallici, tubi o legname. Questi sistemi sfruttano la verticalità per ottimizzare lo spazio e permettono un prelievo sicuro e rapido delle singole barre.
Magazzini automatici per farmacie
Cruciali per la gestione di migliaia di referenze in spazi ridotti. Garantiscono la tracciabilità dei prodotti, il controllo delle scadenze e una rapida evasione delle ricette, migliorando l'efficienza e la sicurezza.
Magazzini automatici per lamiere
Progettati per lo stoccaggio di lastre metalliche di diverse dimensioni e pesi. Offrono massima sicurezza durante la movimentazione e facilitano il prelievo delle singole lamiere, riducendo i tempi di preparazione per la produzione.
Magazzini automatici per minuterie
Perfetti per lo stoccaggio di piccoli componenti, ricambi o prodotti finiti. Questi sistemi, spesso dotati di cassetti o contenitori, ottimizzano lo spazio e garantiscono un picking estremamente rapido e preciso.
Per chi parte dalle basi: cosa sono i magazzini automatici e come funzionano?
Un magazzino automatico è un sistema di stoccaggio automatizzato che utilizza tecnologie avanzate per movimentare, stoccare e prelevare merci senza l'intervento diretto dell'operatore umano. L'automazione del magazzino è gestita da software che coordinano robot, trasloelevatori, navette e nastri trasportatori.
Il cuore di un magazzino automatico verticale è spesso il trasloelevatore, una macchina che si muove lungo corsie dedicate per accedere a baie di stoccaggio poste a diverse altezze. Il trasloelevatore è in grado di prelevare o depositare unità di carico (pallet, cassette, contenitori) con estrema precisione e velocità. Le tecnologie dei magazzini automatici comprendono anche sistemi di identificazione automatica (come codici a barre o RFID), sensori e software di gestione del magazzino (WMS - Warehouse Management System) che ottimizzano ogni operazione.
Come fare un magazzino automatico?
Realizzare un magazzino automatico richiede un'attenta pianificazione e l'integrazione di diverse tecnologie. Il processo inizia con un'analisi approfondita delle esigenze aziendali, dei flussi di merci e delle caratteristiche dello spazio disponibile. Successivamente, si procede con la progettazione del layout, la selezione dei sistemi di movimentazione (trasloelevatori, nastri, AGV), l'implementazione del software WMS e, infine, l'installazione e il collaudo.
Come rendere un magazzino merci automatico?
Per automatizzare un magazzino esistente è necessario valutare il livello di automazione desiderato. Si può optare per soluzioni parziali, come l'introduzione di carrelli automatici o sistemi di picking assistito, oppure per una completa trasformazione in un magazzino automatico trasloelevatore. Fondamentale è l'integrazione tra i nuovi sistemi e quelli preesistenti, per garantire una transizione fluida e minimizzare le interruzioni operative.
Come raffreddare il magazzino automatico?
Infine, un aspetto non banale, in quanto la climatizzazione di un magazzino automatico dipende dalla tipologia di merci stoccate. Per prodotti che richiedono temperature controllate (es. alimentari, farmaci), vengono implementati sistemi di refrigerazione e isolamento termico specifici. La natura automatica del magazzino facilita la gestione della temperatura, riducendo l'esposizione degli operatori ad ambienti estremi e garantendo condizioni ottimali per la conservazione dei prodotti.
Investire nei magazzini automatici 4.0 è la chiave del successo futura della tua azienda!
L'investimento in un magazzino automatico con trasloelevatore è molto più di un semplice aggiornamento tecnologico; è una mossa strategica che posiziona la tua azienda all'avanguardia nell'era dell'Industria 4.0. I benefici in termini di efficienza operativa, riduzione costi gestione magazzino, ottimizzazione spazio e aumento produttività sono innegabili e costituiscono un vantaggio competitivo duraturo.
Adottare queste soluzioni significa non solo migliorare le performance attuali, ma anche preparare la propria azienda per le sfide future, garantendo flessibilità, scalabilità e una maggiore capacità di risposta alle dinamiche di mercato. Non perdere l'opportunità di trasformare la tua logistica e assicurare il successo futuro della tua azienda!
Se sei arrivato fino a quì, potrebbe interessarti scaricare un documento riassuntivo sulle soluzioni KEB per l'intralogistica











%20(1).jpg)
.jpg)